
Laser cuttingis om in laserstraal te bestralen op it te snijen materiaal, sadat it materiaal wurdt ferwaarme, smolten en ferdampt, en de smelt wurdt fuortblaasd mei hege drukgas om in gat te foarmjen, en dan beweecht de beam op it materiaal, en it gat foarmet kontinu in sleat.
Foar algemiene termyske cutting technology, útsein in pear gefallen, dat kin wurde begûn út 'e râne fan' e plaat, de measten fan harren moatte punch in lyts gat yn 'e plaat, en dan begjinne cutting út it lytse gat.

It basisprinsipe fanlaser piercingis: doe't in bepaalde enerzjy laser beam wurdt bestraald op it oerflak fan 'e metalen plaat, neist in part fan it wurdt wjerspegele, smelt de enerzjy opnomd troch it metaal it metaal te foarmjen in raand metalen pool.De absorption rate fan it raand metaal relatyf oan it metalen oerflak nimt ta, dat is, mear enerzjy kin wurde opnomd te fersnellen it smelten fan it metaal.Op dit stuit, goede kontrôle fan enerzjy en lucht druk kin fuortsmite it raand metaal yn 'e raand swimbad, en kontinu ferdjipje it raand swimbad oant it metaal wurdt penetrated.
Yn praktyske tapassingen wurdt Pierce normaal ferdield yn twa manieren: pulspiercing en blastpiercing.
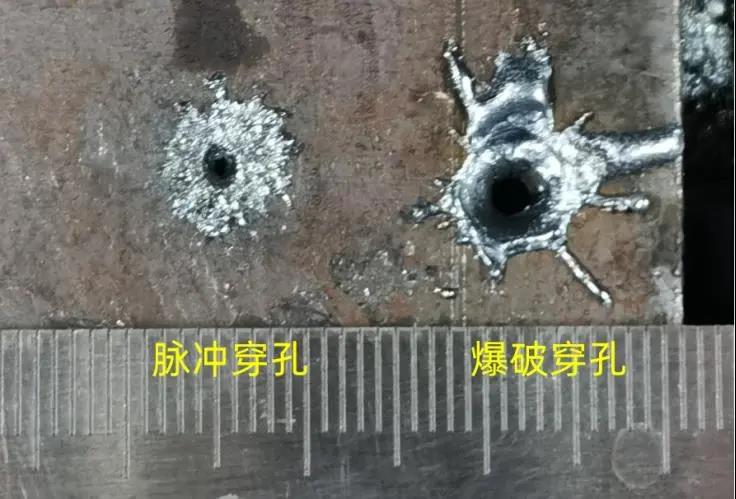
1. It prinsipe fan puls pierce is te brûken in pulsed laser mei hege peak macht en lege plicht syklus te irradiate de plaat te snijen, sadat in lyts bedrach fan materiaal wurdt smelten of vaporized, en wurdt ûntslein troch it gat troch it gat ûnder de kombinearre aksje fan kontinu beating en helptiidwurd gas, en kontinu.Wurkje stadichoan oant it blêd is penetrearre.
De tiid fan laserbestraling is intermitterend, en de trochsneed enerzjy brûkt troch it is relatyf leech, sadat de waarmte opnomd troch it hiele materiaal te ferwurkjen is relatyf lyts.Der is minder restwaarmte om de perforaasje hinne en minder residu bliuwt op de pierce site.De gatten dy't op dizze manier trochstutsen binne ek relatyf regelmjittich en lyts yn grutte, en hawwe yn prinsipe gjin effekt op 'e earste cutting.
Post tiid: Jan-08-2022